数据赋能 智造未来——大数据技术在中国石化智能工厂建设中的关键作用
随着工业4.0浪潮席卷全球,作为国家能源支柱产业的中国石化,正积极拥抱数字化转型,以大数据技术为核心驱动力,全面推进智能工厂建设。在这一进程中,高效、精准的数据处理服务扮演着至关重要的角色,成为连接物理工厂与数字世界的神经网络,驱动着生产运营模式向智能化、精细化方向深刻变革。
一、 大数据技术:智能工厂的“智慧大脑”
中国石化智能工厂的本质,是通过物联网(IoT)广泛采集生产装置、设备、产品乃至人员活动的全维度数据,并利用大数据平台进行汇聚、整合与分析。这些数据涵盖了从原油采购、炼化生产、仓储物流到产品销售的全产业链条。大数据技术如同工厂的“智慧大脑”,通过对海量、多源、异构的实时与历史数据进行深度挖掘与智能分析,实现对生产过程的透彻感知、精准预测与优化决策。
例如,在炼化生产环节,通过部署成千上万的传感器,实时采集温度、压力、流量、组分浓度等关键工艺参数。大数据平台对这些高速涌入的流数据进行即时处理,结合历史模型,能够提前预警设备故障(预测性维护)、动态优化工艺参数以提升收率与降低能耗、快速识别并定位质量异常。这种基于数据的主动式管理,替代了传统依赖人工经验与定期检修的被动模式,显著提升了安全、稳定、长周期运行水平。
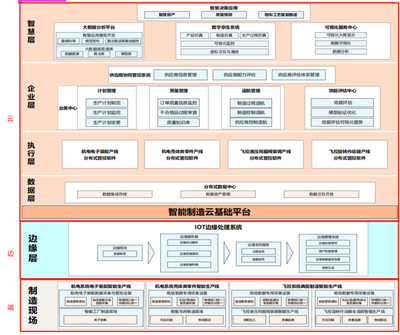
二、 多层次数据处理服务:从采集到赋能的完整价值链
为支撑智能工厂的运作,中国石化构建了体系化的多层次数据处理服务:
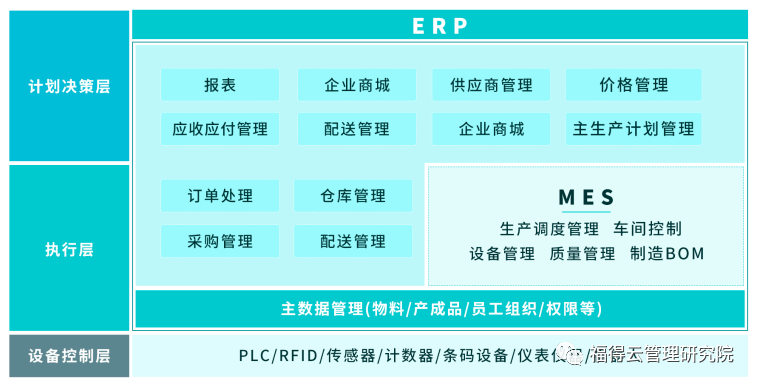
- 数据采集与集成层:利用工业物联网技术,打通DCS、PLC、SCADA等自动化系统,以及ERP、MES等信息化系统,实现跨设备、跨系统、跨业务的数据自动采集与统一接入,消除“信息孤岛”,形成覆盖全厂的统一数据湖或数据仓库。
- 数据存储与计算层:基于Hadoop、Spark等分布式计算框架和云平台,构建能够弹性扩展、高并发处理的海量数据存储与计算能力。既能处理实时流数据,也能对历史数据进行批量深度分析,满足不同业务场景对时效性与复杂度的要求。
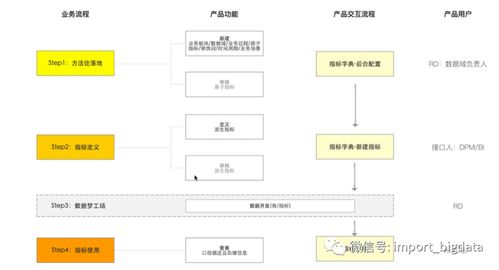
- 数据治理与质量管理层:建立统一的数据标准、元数据管理和数据质量管控体系。通过数据清洗、校验、关联、打标等服务,确保数据的准确性、一致性、完整性和时效性,为上层分析提供可信的数据基础。这是释放数据价值的前提。
- 数据分析与建模层:这是价值创造的核心。运用机器学习、人工智能算法,开发针对特定场景的预测模型、优化模型和诊断模型。例如:
- 设备健康管理:分析振动、温度等序列数据,预测压缩机、机泵等关键设备的剩余寿命与故障风险。
- 工艺优化:建立复杂的炼化过程模拟模型,通过大数据寻优,找到在保证质量的前提下,能耗最低、效益最高的生产方案。
- 安全环保监控:实时分析视频图像、气体浓度、排放数据,智能识别安全隐患(如人员违规、区域入侵)和环保异常。
- 供应链优化:整合市场、库存、运输数据,实现需求预测、库存精准调配和物流路径优化。
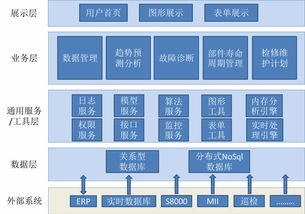
- 数据应用与可视化层:将分析结果以直观的图表、仪表盘、三维数字孪生等形式,推送给不同岗位的管理人员和操作人员。例如,为调度人员提供全厂能源消耗的实时看板,为车间主任提供装置效率的对比分析,为巡检人员提供移动端的设备健康报告。数据服务最终以“数据产品”的形式赋能业务。
三、 实践成效与未来展望
通过大数据处理服务的深入应用,中国石化多家领先的智能工厂试点已取得显著成效:生产数据自动采集率超过95%,关键装置数字化监控覆盖率达100%,生产效率提升,综合能耗下降,安全事故率降低,决策模式从“经验驱动”向“数据驱动”转变。
中国石化智能工厂的数据处理服务将向着更实时、更智能、更融合的方向演进:
- 边缘智能的深化:部分数据处理和分析能力将进一步下沉至生产边缘侧,实现毫秒级的实时响应,满足更苛刻的实时控制需求。
- AI与知识的深度融合:将行业专家经验、工艺知识图谱与大数据、AI模型更紧密结合,发展可解释、可信赖的工业人工智能,解决更复杂的生产优化问题。
- 产业链数据协同:突破工厂边界,向上游供应商和下游客户延伸,构建基于大数据和区块链的产业协同生态,实现全价值链的透明化与效率最大化。
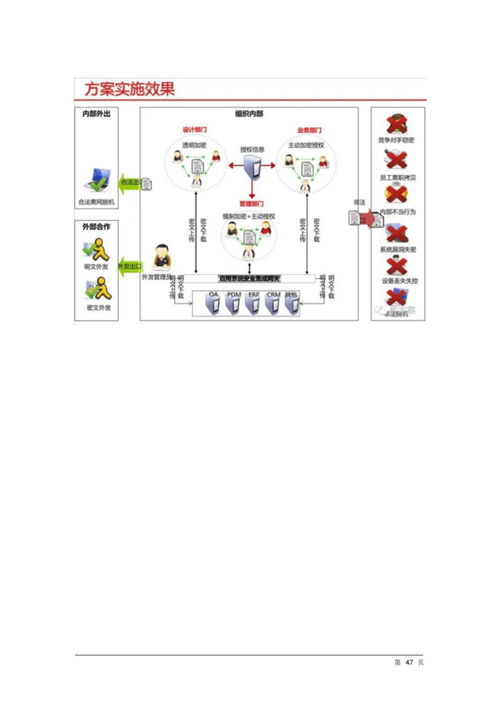
- 数据资产化运营:将数据作为核心资产进行管理和运营,建立更完善的数据安全、隐私保护和价值评估体系,持续挖掘数据潜能。
大数据技术及其提供的数据处理服务,是中国石化建设世界一流智能工厂、迈向高质量发展的关键技术基石。它不仅仅是IT工具的升级,更是生产方式和经营管理模式的深刻革命。通过持续构建和完善数据驱动的智慧能力,中国石化正致力于打造更安全、更绿色、更高效、更具竞争力的现代化工业体系,为保障国家能源安全和推动制造业转型升级贡献重要力量。